Guides
Maintenance
Calculation table
Check the table
Check the guideEquipping device
Maintenance
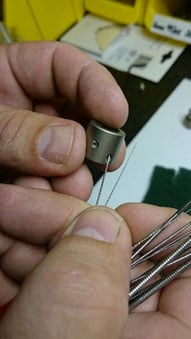
It happens that there is a stop in some hole in the nozzle and either it stops, or it winds up too much depending on which hole is clogged. Coatings inside can also be a reason why it spins poorly.
Do this:
Divide the nozzle and clean with a scotch cloth, it takes all the coatings and possibly. small degrees m.m. Same with the sleeve.
Use ex. cleaning needles for mig welding to clear away coatings and plugs in the holes, and blow clean everything before mounting again.
On the small nozzles, the thread must be locked with Loctite D16 and D12. This is very important. Otherwise there is a risk that the screw will come loose. Especially if you turn the sleeve to the coil direction forward. Use Loctite 243, and keep in mind that the curing time is long because it is made of stainless steel. Let stand overnight, but at least 3 hours.




Calculation table
Equipping device
It is not always easy to get 100% correct fitting on all nozzles
It all depends on what pressure and flow the pump has or how long the hose is. Maybe it's worn and doesn't really work the way it's supposed to. There are a few different ones, of course.
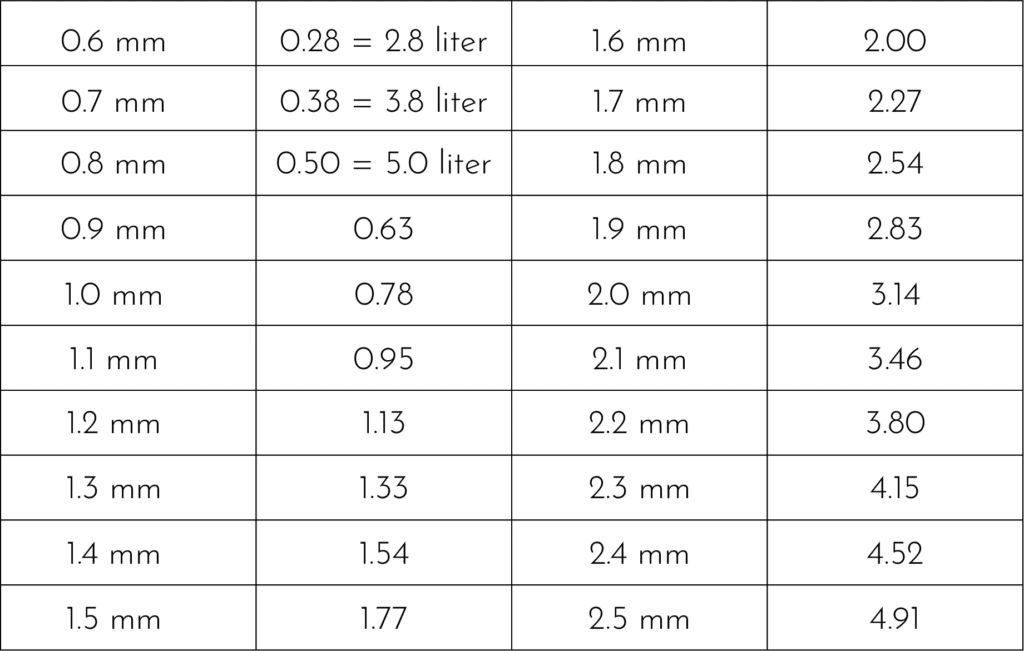
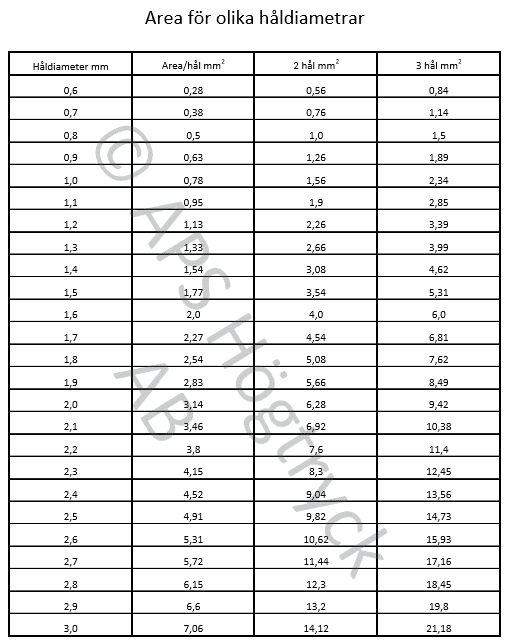
Here is a way to calculate how much a hole can flow.
It is not 100% true, but we come very close to the truth.
Ex. if we have a hole that is 0.8 mm in diameter, we want to know how big an area this hole has. So 3.14 x 0.8 x 0.8 / 4 = about 0.50 square mm. 0m we then have a nozzle with ex. 6 holes 0.5 x 6 = 3.0 square mm. Now move the comma one step, and you get 30 liters instead and now you are very close to the truth.
Remember that: If you flush with high pressure, you will get more water, and low pressure a little less.
Also take the length of the hose into account.
Feel free to call me if you are unsure.
Here's a guide to look at